Temperature and Humidity Control
Monitoring and controlling temperature and humidity in the cleanroom is critical to ensuring the comfort of garbed personnel as well as minimizing particles. Individuals shed particles more rapidly when sweating or shivering. Not to mention, a staff member who is too hot is more likely to take gowning shortcuts, while a staff member who is too cold is more prone to wearing inappropriate garments for a controlled environment. Humidity also impacts particle control: High humidity can cause staff members to sweat, and in low humidity conditions, static electricity can affect the movement of particles. For example, when it is too dry, any residual particles on labels or supply packaging will stick to gloves and other surfaces instead of settling out.
A comfortable cleanroom temperature is directly related to the extent of gowning required. In our cleanrooms, we require full bunny suits over scrubs in addition to a mask, hair cover, shoe covers, and gloves, and for personnel compounding hazardous drugs, a chemotherapy gown and second set of gloves are required as well. When fully garbed, most of our compounding personnel prefer a temperature around 65°F (18°C).
Temperature and humidity fluctuations provide a good indication of the performance of our air handlers. For example, if a fan belt is worn, we will usually experience temperature increases of a few degrees. Quickly responding to a temperature increase by replacing worn fan belts can avert the huge temperature spike that results when the belt breaks. Initially, this required educating the facilities department staff, who were not used to complaints when the room temperature was 70°F.
Pressure Differential Monitoring
Monitoring of pressure differential, which is measured in inches of water column, provides assurance that the cleanroom air is blowing in the right direction and with sufficient force. Per <797>, pressure differential monitoring devices are required between buffer areas and ante areas (ISO 7 to ISO 8) and between ante areas and the general pharmacy environment. Monitoring devices also are necessary between hazardous drug preparation areas and the rest of the cleanroom. This type of monitoring ensures that clean air is flowing from the cleanest areas in the cleanroom to the dirtiest. The continuous flow of air away from the compounding area serves to sweep particles away—moving them with the airflow. Maintaining negative pressure from non-hazardous to hazardous compounding areas keeps hazardous drug particles from entering the general environment since they would have to travel against the airflow. This improves containment and limits unnecessary exposure.
Differentials that are too low indicate something is wrong with the air supply, blowers, or other air handling equipment. Differentials that are too high may create turbulent airflow in the cleanroom. For positive air pressure differentials, you should be able to feel the air moving out of the cleanroom when a door or sliding pass-through is open.
Non-viable Particle Monitoring
Non-viable particle counts are used to verify the air quality classification for primary engineering controls (PECs), such as laminar flow workstations and biological safety cabinets, as well as buffer and ante areas. This type of monitoring is required every six months as part of hood and cleanroom certification as well as when a PEC is moved and/or when a cleanroom is renovated or altered. This has been standard practice for decades and is likely sufficient for low-risk compounding operations. However, if you have had a hood fail certification before, it has probably crossed your mind that there is really no way of pinpointing exactly when the problem started.
For busier mediumand high-risk compounding operations, additional particle count monitoring outside of normal certification should be considered. This is particularly critical for open architecture cleanrooms, since it can be difficult to tell when an individual fan filter unit is not working.
Portable particle monitoring equipment is available. Keep in mind that use of this equipment requires some staff training and the development of a regular sampling plan that defines sampling locations, conditions, and frequency. If implemented, the task of particle counting should be a routine assignment.
For larger facilities, monitoring equipment can be installed that will continuously monitor particle counts at fixed locations throughout the cleanroom. A continuous monitoring system ideally should include an alarm with multiple trigger points determined by the ISO classification of the zone being monitored.
Viable Airborne Particle Monitoring
The 2004 version of USP <797> required weekly sampling for high-risk compounding areas and monthly sampling for lowand medium-risk compounding areas. That version suggested using either electronic air samplers or passive settling plates for sample collection. The use of passive settling plates was a relatively easy and inexpensive option for compliance. Growth on settling plates can indicate PEC failure or inadequate cleaning, especially in hoods with resident equipment such as pumps or vial shakers. However, there is a risk of false negative results, particularly in horizontal airflow environments because with adequate horizontal air speed only very heavy particles will settle onto the plates.
The 2008 revision discusses the shortcomings of collection via settling plates and discourages their use. Use of active air sampling devices that collect a fixed volume of air and impact it onto the growth media is stated as the preferred method of collection. Appropriate growth media are specified in the revision and include malt extract agar or other appropriate media for the detection of fungi in high-risk compounding areas. Additionally, the 2008 revision includes suggested action levels for each air quality classification.
The frequency of sampling was reduced to every six months in the 2008 revision, coinciding with the requirements for PEC and cleanroom certification. Many certification companies now offer viable air sampling as part of scheduled certification. This provides an easy and cost effective way to meet the minimum requirements set forth in USP <797>. Air sampling devices can be expensive, and most require annual recertification. In addition, there is a learning curve involved in operating an air sampler to prevent accidental contamination of the media by the operator.
Conducting viable airborne particle monitoring every six months gives just a small snapshot of environmental bio-burden and does not allow for observing trends that may indicate cleaning lapses or issues with air filtration. For larger compounding operations and all high-risk compounding areas, it is advisable to sample at least monthly.
Media-fill Testing
Requirements for media-fill testing did not change in the 2008 revision. Several companies make broth components in a variety of sizes and containers that can be used to design a media-fill test that mimics the type of compounding performed in your cleanroom. We designed our high-risk media-fill test to mimic preparation of an intrathecal syringe from a non-sterile powder and included all relevant equipment and manipulations typical to that type of compounding.
Gloved Fingertip Testing
Gloved fingertip sampling was added as a personnel monitoring requirement in the 2008 revision. The initial series of required samples is designed to demonstrate a new employee’s proficiency at gowning and gloving without contaminating the gloves. Subsequently, fingertip testing is required with each media-fill test—once a year, at minimum, for medium-risk compounding personnel or semi-annually for high-risk compounding personnel.
The initial testing is a good opportunity to acclimate new employees to being mindful of their hands while compounding. It is not always easy to teach staff to recognize touch contamination risks. Sharing fingertip results with an employee in a timely manner and being able to offer observations of behaviors that can explain growth on the fingertip tests can be a powerful teaching tool. For example, it is more effective to tell an employee with contamination on the index finger of their glove that you observed them adjusting their glasses with that finger, rather than simply informing them they failed the fingertip test.
Personnel habits tend to drift over time, and one employee’s bad habit can be picked up by others. Fingertip testing lends significant insight on the hand and glove hygiene habits of your compounding personnel, and more frequent testing allows for issues to be identified quickly and objectively. We draw pictures of the plates for documentation and to share with the employee when remediation is required. Sharing the results, including the picture, when growth is found is usually all it takes to get a staff member back on track. The frequency of testing should be determined based on the type of compounding that you do and the rest of your quality assurance program. Currently we test monthly for those staff involved in high-risk compounding and semi-annually for medium-risk.
Surface Sampling
The surface sampling requirement was another new addition to the 2008 revision. A variety of surface sampling products are available, including swabs, strips, and growth media plates. Where, how, and when to sample should be defined in the standard operating procedures. Outsourcing this sampling to your certification company may be a reasonable option to meet the requirement. We incorporated surface sampling as part of the observed media fill competency and the observed cleaning competency. This provides samples from throughout the cleanroom over the course of the year and it is an objective competency measure for technical staff.
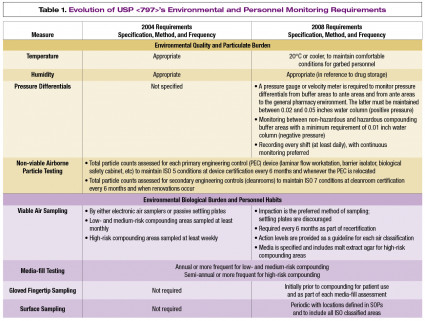
Click here to view a larger version of this Table
In-house Sampling Considerations
Typically, pharmacy departments do not purchase and store growth media or manage incubators, so if you want to build in testing as part of your quality assurance program instead of outsourcing, it is advisable to develop your knowledge of testing methods and the materials needed. Some common considerations include ensuring media availability, identifying sourcing options, and determining which media can be used for the various sampling practices.
Remember, maintaining a small incubator in the pharmacy adds responsibilities: It must be disinfected on a regular basis and the temperature must be monitored regularly. In addition, sampling and reporting methods need to be defined. It also is important to define who is responsible for reading samples. This may be assigned to a technician or pharmacist and offers an opportunity for skill development and a new level of accountability.
You might want to consider working with your clinical microbiology lab to incubate and read samples at specified times. Even if samples are read in the pharmacy department, clinical microbiology can be a resource for bug identification when necessary.
Conclusion
Environmental and personnel monitoring requirements may seem burdensome, especially at the outset. However, these requirements provide an excellent framework for structuring objective measures of environmental quality and compliance of your personnel in maintaining a safe cleanroom environment. Keep in mind that USP <797> just provides minimum requirements; depending on the type and volume of compounding that you do, the size of your controlled areas, and the number of compounding staff, additional monitoring may be appropriate. With the measures in place at our institution, I am assured that our clean rooms and staff members are working properly to prevent contamination of our sterile products.
No comments:
Post a Comment